
Caldeiras e equipamentos projetados e construídos conforme as exigências do código ASME – edição vigente.
Todo material empregado na fabricação da parte sobre pressão da caldeira será rastreado e devidamente identificado.
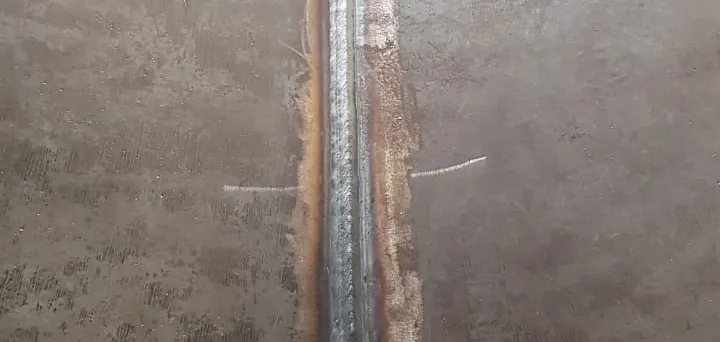
Costados, tubulões de vapor e fornalhas cilíndricas, são soldados pelo processo automático por Arco Submerso e semiautomático com Eletrodo Contínuo Tubular.
As soldas tanto automáticas / semiautomáticas ou manuais, empregadas no vaso sob pressão, possuem procedimentos de soldas qualificados. Soldadores e operadores de máquina de solda automática, são qualificados e avaliados periodicamente.
Na raiz das soldas das partes sob pressão será aplicado exame por liquido penetrante.
Todas as soldas, incluindo stays, espelhos, etc…, serão de penetração total.
Os tubos da parede da fornalha, grelha e tubos do gerador, serão do tipo ASTM A-178 A com certificados. Os tubos são fixados ao espelho do gerador por mandrilamento e solda.
Coletores construídos com tubos de aço carbono ASTM A-106-B, sem costura.
Os ensaios radiográficos serão realizados conforme definidos no ASME Seção I Edição vigente – PW11 e Critério de aceitação: ASME Seção I Edição vigente – PW51.
O tratamento térmico será realizado conforme definido no ASME Seção I Edição vigente – PW-39.
O isolamento térmico do gerador é realizado com lã de rocha com 100 mm de espessura, revestido por chapa de aço inoxidável.
O isolamento térmico da fornalha é realizado com lã de rocha com 100 mm de espessura, revestido por telha trapezoidal.
Pintura padrão HEAT BOILER em tinta alumínio de alta temperatura 600°C.
















Rua Senai, 1791, Bairro Pimenta,
Indaiatuba, SP – CEP 13347-680
Rua Senai, 1791, Bairro Pimenta, Indaiatuba, SP
CEP 13347-680
© 2023 HEATBOILER – Equipamentos Térmicos Ltda.
Todos os direitos reservados | (19) 3936 – 7117
Desenvolvimento: